

Tip of the Day 57: Monitoring Process Setups
This is a digression from the 4 plastics variables thread but is worth covering because it is fresh.
Remember the diagram called “Intermediate Variables” (Tip # 55, page 3 of attachment). Here is an abbreviated version.
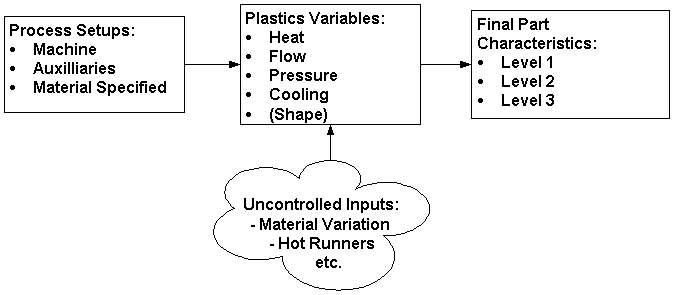
Of course RJG’s philosophical position is and has been that even with a perfect machine and auxiliaries properly set up and running consistently the process inside the cavity will vary. This is due to those uncontrollable external inputs such as changes in material, weird hot runner anomalies etc. We have acres of data to show this.
But what about the other inputs? Those simple-to-set machine settings? Aren’t they constant?
Well… not as often as we would like. We like to assume that in a manufacturing process the team has its procedures set up to make parts the same way every time. But stories abound about the “secret process setup sheets”, the “our-shift-can-make-it-better-than-yours” syndrome, tampering with everything to fix a problem and so on. The point of this tip is that the eDART measures plenty of process setup values as well as in-cavity ones.
The focus of the eDART is in-cavity measurement. However, when hooked to the machine it creates a number of summary values that directly reflect the process setup: speeds, pressures, material mixing and so-on. You can add them as warnings (or alarms) to the “Alarm Settings” window. You may or may not want to sort parts on them. But you can monitor the alarm status over the network on the Windows side in the System Overview. When you get a warning you can check on the process to see what may have changed. The values are also all stored in the phlat-file data so that you can check in the analyzer for process setup changes.
The eDART Values for Process Setup Monitoring (Non-Plastics Variables)
Here are some of the most pertinent eDART summary values that relate directly to process setups.
Sequence Time / Cycle Time
Sequence Time / Mold Clamped
Average Value / Fill Flow Rat
Average Value / Pack Flow Rate (in D3)
Average Value / Stable Hold Pressure
Sequence Time / Screw Run
Average Value / Backpressure
Details:
Sequence Time / Cycle Time: This may seem like a value you would normally use for production. But to keep thermodynamic stability in the cavity it must be kept the same from setup to setup. Cavity surface temperatures can vary dramatically with cycle time.
Requires: Any last sequence in the cycle will do but Seq. Module Input / Mold Clamped gives the best stability in cycle time.
Sequence Time / Mold Clamped: Similar to cycle time. The time the mold is clamped (at least) must be the same from setup to setup to get the same cooling.
Requires: Seq. Module Input / Mold Clamped (or both Mold Opening and Mold Closing if Mold Clamped is not available).
Average Value / Fill Flow Rate: This is fill speed “normalized” for the screw diameter so it is the same from machine to machine.
Requires: Stroke Sensor, screw machine size set and the fill volume properly set. A Seq. Module Input / Screw Run saves having to zero the stroke.
Average Value / Pack Flow Rate (in D3): This is the pack velocity (V2) in a D3 process, again normalized to the screw diameter (volume).
Requires: Same as Fill Flow Rate plus the V->P transfer tool or a Seq. Module Input / First Stage from the machine to know where the transfer to hold takes place.
Average Value / Stable Hold Pressure: In plastic pressure this is the best estimate of the hold pressure set on the machine. It looks for the last flat spot on the injection pressure curve.
Requires: Plastic Pressure / Injection (or Hydraulic Pressure / Injection and intensification ratio set in machine size) and a knowledge of where hold starts and ends. The start of hold can come from setting the fill volume (in D2) or Seq. Module Input / First Stage or the V->P transfer. The eDART uses the end of Machine Sequence / Injection Forward for the end of hold.
Sequence Time / Screw Run: Simply the time the screw was running. This could indicate a change in material conditions, barrel temperature settings or screw RPM.
Requires: Seq. Module Input / Screw Run (or Revolution Rate / Screw Motor on Sumitomo Oscillograph interfaces)
Average Value / Backpressure: The average injection pressure over the screw run time.
Requires: Plastic Pressure / Injection and Seq. Module Input / Screw Run (or Revolution Rate / Screw Motor on Sumitomo Oscillograph interfaces)
If these values have changed from a template or out of an alarm band then something in the process setup has changed. Sometimes they must be changed to get the same in-cavity conditions. But if the operators are modifying them arbitrarily these “variables” can be detected.