Quelle est la différence entre la ligne de fusion et la ligne de soudure et pourquoi est-ce important?
Par Jeremy Williams, Consultant/formateur
Dans l’industrie du moulage par injection de plastique, nous travaillons avec des matériaux qui sont des sous-produits du raffinage du pétrole et des moules en métal coulé, de sorte que notre terminologie peut un tout petit peu prêter à confusion.
Trois termes qui prêtent souvent à confusion sont les lignes de soudure, de fusion et la soudure. Les lignes de fusion et de soudure sont en fait deux types de lignes de soudure différents. Examinons les causes des imperfections des lignes de fusion et de soudure, leurs effets sur la durabilité des pièces et la différence entre elles.
Quelles sont les causes des lignes de soudure et de fusion?
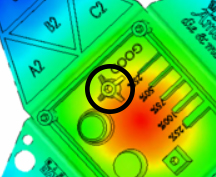
Comme c’est le cas pour de nombreuses irrégularités de pièces, ces éléments indésirables ont leur origine dès la conception du produit. Étant donné que notre matériau est injecté à travers une porte, il doit circuler à travers la cavité et autour de divers éléments, telles que des trous ou des bossages (voir l’image 1).
Si une ligne de soudure est présente dans un bossage de vis, le bossage risque de se fissurer lorsqu’une vis y est enfoncée, entraînant des irrégularités dans les pièces.
Pour les pièces automobiles, il en résulte des pièces qui se cognent, grincent ou cliquettent dans l’industrie automobile.
Pour l’électronique, le bossage de vis cassé ne permettra pas une bonne compression d’un joint, ce qui endommagerait la précieuse PCB (carte de circuit imprimé) avec de l’eau.
Pour les pièces de plomberie, si celles-ci se produisent dans une rainure de joint torique, il est possible qu’il y ait un suintement de fluide provoquant une goutte lente.
Dans l’industrie des raccords de tuyauterie, si ceux-ci ne sont pas bien gérés, un raccord ne passera pas les tests d’éclatement ou d’écrasement, entraînant des défaillances du produit sur le terrain.
Image1: Un bossage à vis
Pensez-y comme de l’eau qui coule dans une rivière avec un rocher qui dépasse à la surface. Une fois que l’eau a heurté la roche, le flux se divisera, continuera tout autour et convergera du côté opposé.
Ce sur quoi nous voulons nous concentrer, c’est la convergence pour déterminer s’il s’agit d’une ligne de soudure ou de fusion.
Ligne de fusion
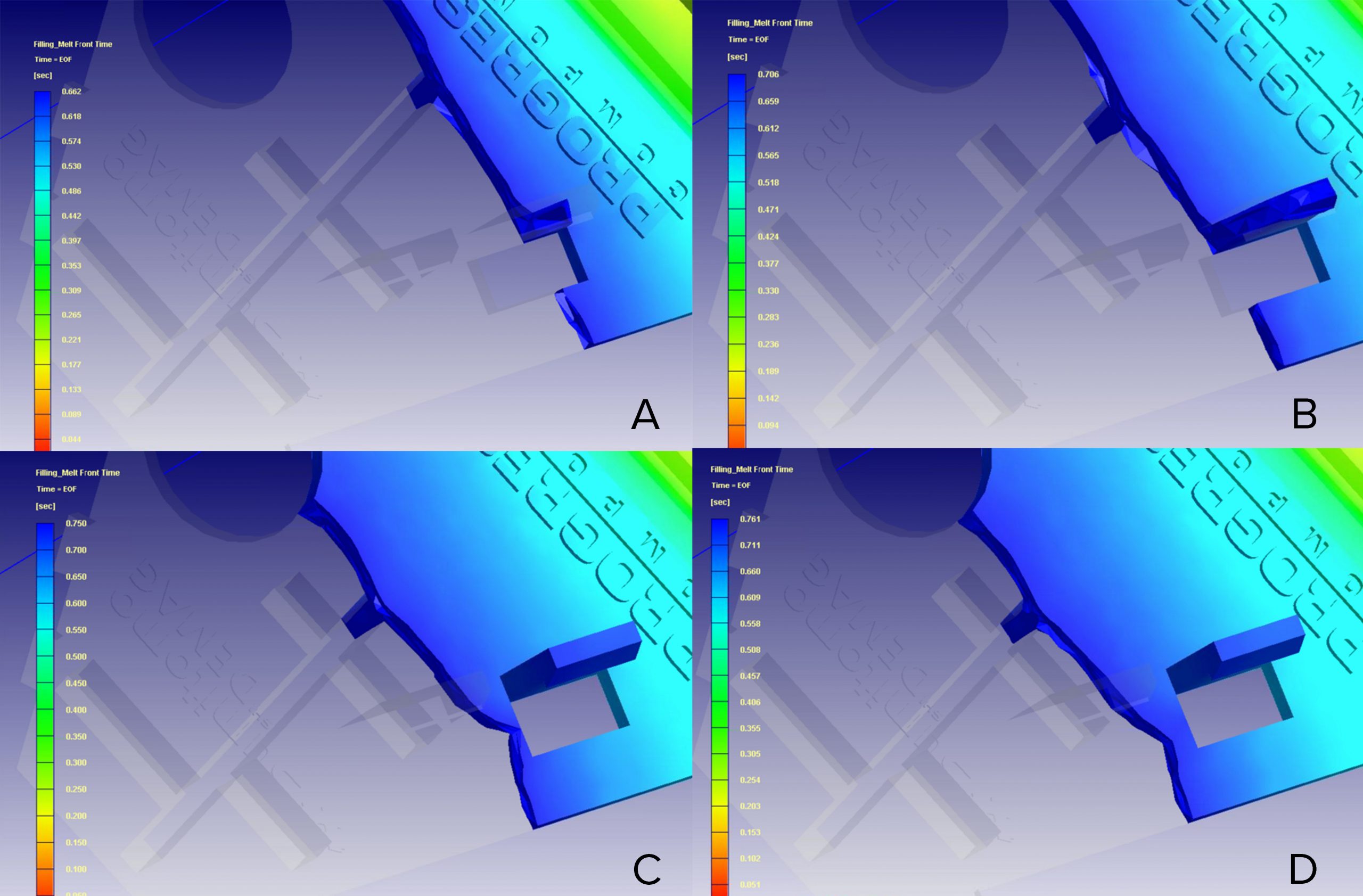
Une ligne de fusion se définit comme la fusion de deux fronts d’écoulement après que l’écoulement en plastique ait été divisé par un élément dans la conception de la pièce. Pensez-y comme lorsque vous prenez l’autoroute après une longue journée au bureau – nous allons tous dans la même direction et devons trouver comment y arriver sans dommage. Dans l’image 2, nous pouvons voir comment le front d’écoulement se divise en raison du noyau rectangulaire et fusionne à nouveau du côté opposé. Puisqu’il y a plus d’espace à l’intérieur de la cavité du moule, le front d’écoulement se poursuit, créant un nouveau front d’écoulement.
Image 2: Matériau circulant et convergeant après le noyau rectangulaire vers l’extérieur, continuant à couler et formant une ligne de fusion
Ce joint n’est pas aussi solide qu’un écoulement ininterrompu. Étant donné que le front d’écoulement peut fusionner et continuer à circuler à travers la cavité, il y a plus de chances de pouvoir mettre sous pression cette zone, augmentant ainsi sa résistance.
Ligne de soudure
L’on parle de ligne de soudure lorsque deux fronts d’écoulement se rejoignent mais, plutôt que de fusionner, il se produit quelque chose qui s’apparente à une collision frontale à un arrêt à 4 voies. Ce n’est pas du tout joli et ça finira mal.
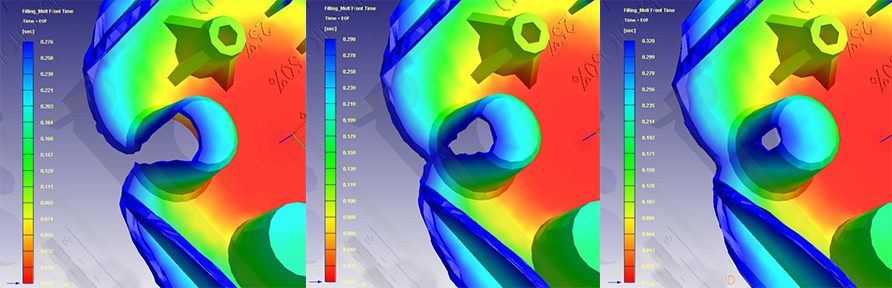
Image 3: Matériau circulant autour du noyau debout
Une fois que ces deux fronts d’écoulement se rencontrent, il n’y a plus de géométrie de cavité à traverser, ce qui rend difficile la mise sous pression de cette zone de la pièce, par conséquent le résultat est encore plus faible qu’une ligne de fusion.
Sélection des matériaux
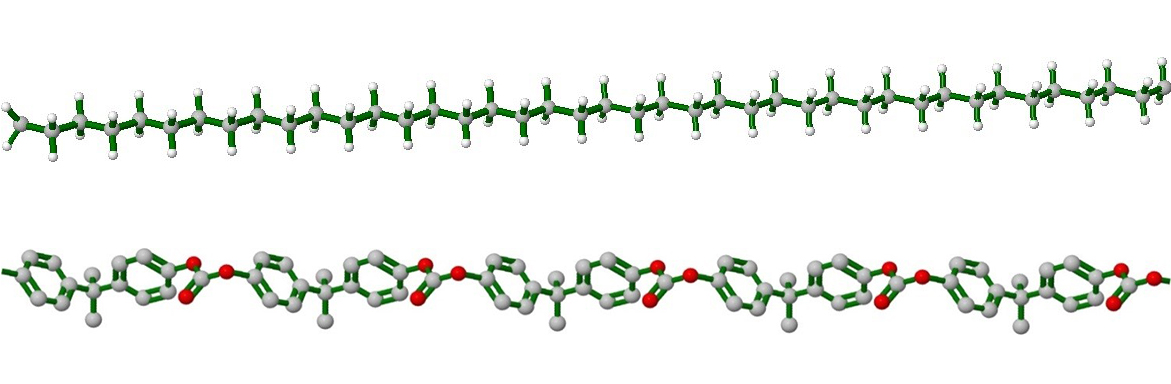
Certains matériaux sont plus tolérants que d’autres. Les matériaux (HDPE, PP, POM) avec une structure profilée (voir l’image 4) donnent généralement des résistances plus élevées car les chaînes polymères peuvent s’entremêler plus facilement. Les structures aléatoires qui contiennent des anneaux de benzène trouvés dans d’autres matériaux (PC, PMMA, ABS) réduisent la capacité des chaînes polymères à fusionner facilement ensemble. Ces anneaux de benzène augmentent également la viscosité, réduisent le taux de retrait et augmentent la résistance à l’exception des lignes de soudure et / ou de fusion.
Image 4: Haut, structure rationalisée en HDPE Bas, PC avec structure aléatoire
Les matériaux ayant des charges physiques tel que le verre, le carbone, les flocons de métal, etc. réduisent la capacité d’influencer positivement la résistance d’une ligne de soudure ou de fusion. Cela se produit pour plusieurs raisons.
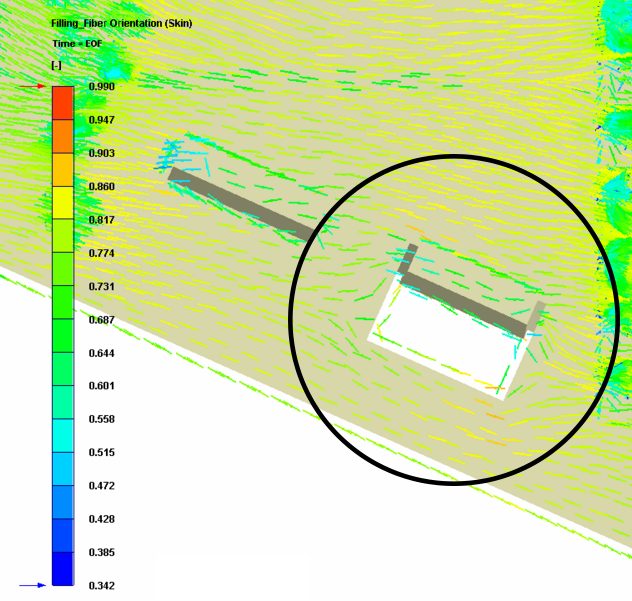
Premièrement, les températures dans lesquelles nous traitons la plupart des thermoplastiques (400 à 600o F) sont considérablement inférieures au point de fusion de ces types de charges (le verre varie entre 2552 et 2912o F) … si jamais ils fondent. Dans ce cas de figure, non seulement nous avons un élément à l’intérieur de la cavité entravant l’écoulement des plastiques, mais nous avons également un solide suspendu dans le front d’écoulement, ce qui fait encore plus de ravages. Par conséquent, nous devons revoir l’orientation des fibres avant l’élément et comment elle diffère après l’élément (illustrée dans l’image 5).
Image 5: Sortie fibre optique avant et après le noyau
La clé pour comprendre les changements de résistance d’une pièce qui a été compromise est de comprendre la structure de composition des échantillons de test et le processus de collecte des données.
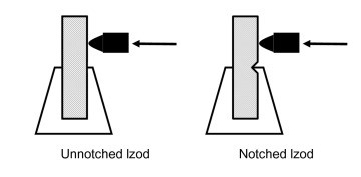
Le test d’Izod Impact, illustré ci-dessous dans l’image 6, utilise un pendule pondéré pour frapper un échantillon. Les lectures sont fournies dans la quantité d’énergie requise pour briser l’échantillon, généralement en ft-lb/in2. Plus il faut d’énergie pour briser l’échantillon, plus le matériau est solide.
Image 6: Appareil d’essai d’impact Izod
Un autre domaine que nous devons examiner c’est les données ASTM des échantillons entaillés et non entaillés, illustrées ci-dessous dans l’image 7. En raison des éléments qui créent le polymère, leurs arrangements et leurs liaisons déterminent la force qui est conservée. Une ligne de soudure est similaire à celle d’une encoche trouvée dans l’échantillon ASTM.
Image 7: échantillons d’essai ASTM
Bien qu’une pièce moulée avec une ligne de soudure puisse ne pas se comporter exactement comme l’échantillon d’essai, la fiche technique nous montrera quelle quantité de force pourrait être potentiellement perdue.
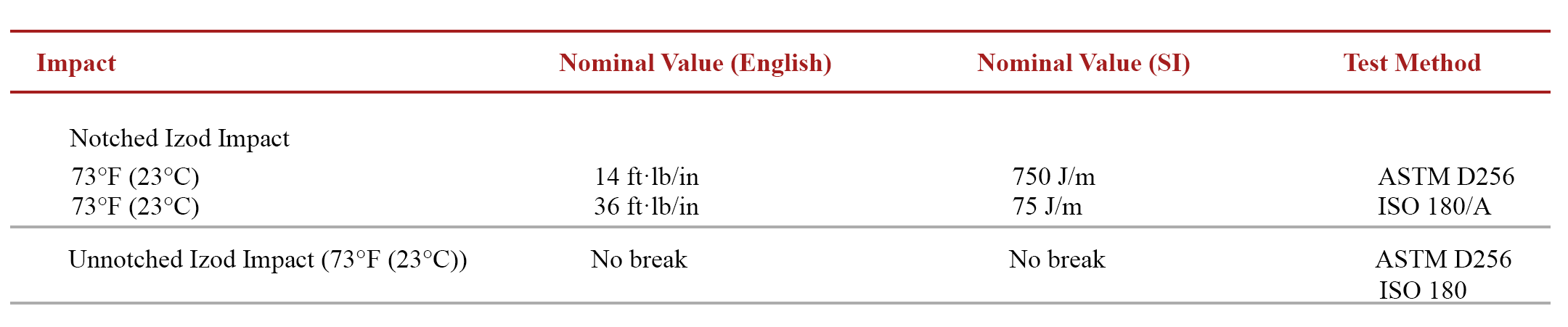
Par exemple, certains matériaux sont si résistants que le test ASTM ne peut pas casser l’échantillon non entaillé, mais la valeur de l’échantillon entaillé est extrêmement faible. À titre d’exemple, le PC utilisé dans l’industrie médicale (illustré ci-dessous dans le graphique 1).
Graphique 1: Calibre™ MEGARAD™ 2081-15
D’autres matériaux, comme le PP indiqué ci-dessous dans le graphique 2, sont cassables selon la méthode d’essai ASTM lorsqu’ils sont entaillés et non entaillés.
Graphique 2: Gapex® HP RPP20EU98HB
Aucun de ces matériaux n’est mauvais, mais nous devons comprendre leurs limites et réfléchir à comment adapter correctement la conception pour atteindre l’objectif souhaité.
Pour avoir des indications sur la force, nous ferons attention à la chute entre l’échantillon non entaillé et l’échantillon entaillé. Cela peut nous aider à comprendre la faiblesse potentielle d’une ligne de soudure par rapport à un écoulement ininterrompu de plastique.
La conception du moules
L’emplacement de la porte influence fortement la localisation de la ligne de soudure ou de fusion dans la géométrie de la pièce. Grâce à l’utilisation de simulations de flux, nous pouvons prédire où celles-ci peuvent se produire. Cependant, les emplacements des portes peuvent être sélectionnés selon la fonctionnalité des pièces, plaçant ainsi des lignes de soudure ou de fusion dans les zones critiques pour une fonctionnalité appropriée.
Traitement
L’amélioration de la résistance des lignes de soudure ou de fusion peut être extrêmement difficile lors du traitement car il existe de nombreux facteurs qui sont déjà bloqués, tels que la géométrie de la pièce, l’emplacement de la porte, la longueur d’écoulement et le matériau. Le mieux que nous puissions espérer c’est de mieux pressuriser la ligne de soudure ou de fusion grâce à la combinaison de la température de fusion, de la température du moule, des débits et des pressions de maintien.
Conclusion
La différence entre une ligne de soudure et une ligne de fusion est significative, ce qui affecte considérablement l’intégrité structurelle de la pièce. Les lignes de soudure et de fusion sont inhérentes au moulage par injection plastique. Leur élimination est souvent difficile en raison des exigences du produit. Cependant, un effort de collaboration entre le concepteur de produit, le fabricant de moules et le mouleur rendra le succès certainement possible.
Related Posts:
Cookie Consent
Nous utilisons des cookies essentiels pour faire fonctionner ce site et, avec votre consentement, des cookies non essentiels pour améliorer les performances et analyser le trafic.
Préférences de cookies
Gérez vos préférences de cookies ci-dessous :
Essential cookies enable basic functions and are necessary for the proper function of the website.
Name
Description
Duration
Cookie Preferences
This cookie is used to store the user's cookie consent preferences.
30 days
Google Tag Manager simplifies the management of marketing tags on your website without code changes.
Name
Description
Duration
cookiePreferences
Registers cookie preferences of a user
2 years
td
Registers statistical data on users' behaviour on the website. Used for internal analytics by the website operator.
session
Statistics cookies collect information anonymously. This information helps us understand how visitors use our website.
Google Analytics is a powerful tool that tracks and analyzes website traffic for informed marketing decisions.
Contains custom information set by the web developer via the _setCustomVar method in Google Analytics. This cookie is updated every time new data is sent to the Google Analytics server.
2 years after last activity
__utmx
Used to determine whether a user is included in an A / B or Multivariate test.
18 months
_ga
ID used to identify users
2 years
_gali
Used by Google Analytics to determine which links on a page are being clicked
30 seconds
_ga_
ID used to identify users
2 years
_gid
ID used to identify users for 24 hours after last activity
24 hours
_gat
Used to monitor number of Google Analytics server requests when using Google Tag Manager
1 minute
_gac_
Contains information related to marketing campaigns of the user. These are shared with Google AdWords / Google Ads when the Google Ads and Google Analytics accounts are linked together.
90 days
__utma
ID used to identify users and sessions
2 years after last activity
__utmt
Used to monitor number of Google Analytics server requests
10 minutes
__utmb
Used to distinguish new sessions and visits. This cookie is set when the GA.js javascript library is loaded and there is no existing __utmb cookie. The cookie is updated every time data is sent to the Google Analytics server.
30 minutes after last activity
__utmc
Used only with old Urchin versions of Google Analytics and not with GA.js. Was used to distinguish between new sessions and visits at the end of a session.
End of session (browser)
__utmz
Contains information about the traffic source or campaign that directed user to the website. The cookie is set when the GA.js javascript is loaded and updated when data is sent to the Google Anaytics server
6 months after last activity
SourceBuster is used by WooCommerce for order attribution based on user source.
Name
Description
Duration
sbjs_first
Traffic origin information for the visitor’s first visit to your store (only applicable if the visitor returns before the session expires)
session
sbjs_current
Traffic origin information for the visitor’s current visit to your store
session
sbjs_first_add
Timestamp, referring URL, and entry page for your visitor’s first visit to your store (only applicable if the visitor returns before the session expires)
session
sbjs_current_add
Timestamp, referring URL, and entry page for your visitor’s current visit to your store
session
sbjs_migrations
Technical data to help with migrations between different versions of the tracking feature
session
sbjs_session
The number of page views in this session and the current page path
30 minutes
sbjs_udata
Information about the visitor’s user agent, such as IP, the browser, and the device type