


Comprendre l’importance du tonnage de la machine et comment le régler correctement
Il n’est pas rare de voir des mouleurs par injection faire fonctionner des machines malgré un tonnage inapproprié – c’est un détail que de nombreuses personnes oublient ou alors elles ne sont pas conscientes du fait que cela ait un impact suffisamment important d’affecter la pièce finale. Mais en réalité, un mauvais tonnage peut entraîner de nombreux problèmes, l’une des conséquences étant l’expédition de mauvaises pièces à vos clients.
D’où la question de savoir ce qu’est le tonnage et pourquoi est-ce important et comment le calculer ?
Qu’est-ce que le tonnage pur une presse à injecter ?
En termes simples, le tonnage renvoie à la quantité de force nécessaire pour maintenir le moule fermé pendant le processus d’injection. Cette pression de serrage se mesure en tonnes et il est indispensable de la connaître pour choisir une presse à injecter adaptée. Nous pouvons trouver de petites machines de 25 tonnes mais elles peuvent aller jusqu’à 4 000 tonnes et au-delà.
En quoi le tonnage lors du moulage par injection est-il important ?
Plusieurs problèmes peuvent survenir en raison d’un tonnage inapproprié de la machine. En voici trois :
1. Les brûlures
Lorsque vous verrouillez un moule, les empreintes se remplissent d’air qui doit être libéré. Pour ce faire, les outilleurs installent un petit canal dans le plan de joint appelé évent. Ces évents ne sont pas très profonds, quelques centièmes de millimètre en général, donc nous devons donc faire attention à ne pas les fermer avec un tonnage trop important. Si l’on applique un tonnage plus élevé que nécessaire, alors l’air sera piégé, provoquant un défaut connu sous le nom de brûlure. Cette brûlure est causée par la compression de l’air au niveau du front d’écoulement. Au fur et à mesure que l’air se comprime, il se réchauffe au point où le matériau commence à brûler.
2. Les pertes de pression
Lorsque vous fermez les évents en appliquant un tonnage important, vous augmentez en outre la pression nécessaire pour remplir le moule. Pour le dire simplement, chaque fois que vous augmentez la pression nécessaire pour remplir un moule et amenez le plastique jusqu’au bout de la cavité, vous augmentez la variabilité de votre processus. C’est ce que nous appelons généralement perte de pression.
Une autre façon d’illustrer la perte de pression c’est de penser au jeu de fléchettes. Plus la perte de pression est élevée, plus vous vous éloignez de la cible. Il y’a assez de choses qui jouent contre nous au cours du processus, pourquoi en rajouter ? En maintenant le tonnage à un niveau approprié, nous minimisons la perte de pression dans l’outil.
3. Dommages causés au moule
Un autre problème à long terme lié à l’utilisation d’un tonnage excessif est l’usure du moule. Pas besoin de s’en cacher, les moules s’usent avec le temps, alors pourquoi accélérer l’usure par un excès de tonnage du moule ? Le tonnage du moule va continuellement appuyer sur le plan de joint, l’usant prématurément. Il nous est arrivé de voir des moules tellement usés que lorsque le tonnage a été réduit à un niveau normal les pièces présentaient des bavures.
Comment calculer le tonnage de la machine de moulage par injection
Nous savons donc à quel point il est important d’avoir un tonnage approprié, voyons maintenant comment le régler correctement.
La première chose à faire est de calculer la surface projetée des pièces et celle de la carotte telle qu’elle est vue au niveau du plan de joint. C’est la zone où le plastique se projette sur la cavité et tente de forcer le moule à s’ouvrir.
Une fois la superficie calculée, nous devons appliquer un facteur de tonnage. Les facteurs de tonnage sont souvent considérés dans les guides de traitement comme étant de 0,4 à 0,8 tonnes/cm² de surface projetée. Nous enseignons généralement qu’il est tout à fait sain d’utiliser 0,4 tonnes/cm² Le facteur de tonnage dépend de l’épaisseur de la pièce. De manière générale, le tonnage d’une pièce à paroi plus mince sera plus important que celui d’une pièce plus épaisse.
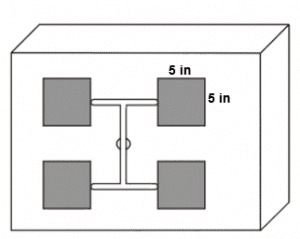
Exemple de calcul des exigences de tonnage de la machine
Remarque : ce calcul est considéré comme une valeur théorique et prédite, et nous vous recommandons d’effectuer une étude d’optimisation de la force de fermeture pour déterminer ce qui est réellement requis par le moule lorsqu’il fonctionne spécifiquement dans la machine dans laquelle il est monté.
-
Calcul de la surface de la pièce : Pour ce moule, la surface de chaque pièce est de 5 po x 5 po, donc 25 po²
-
Calcul de la surface de la carotte : La surface projetée des canaux d’alimentation dans ce moule est de 10 po²
-
Déterminer la surface totale projetée de la pièce : Surface totale projetée = (surface de la pièce x nombre de cavités) + surface de la carotte
Donc pour cette partie, ce serait :
(25 po² x 4) + 10 po² = 110 po²est la surface totale projetée -
Trouver le facteur de tonnage de ce matériau dans la fiche technique : le facteur de tonnage pour ce matériau est de 3 tonnes/po²
-
Calcul du tonnage nécessaire : tonnage nécessaire = superficie totale projetée x facteur de tonnage
Donc pour ce moule, ce serait :
110 po2 x 3 tonnes/pouces² = 330 tonnes
Le tonnage de la presse à injecter requis pour ce moule est de 330 tonnes.
Conclusion
Pour assurer un bon processus et la production de pièces bonnes pour vos clients, il est indispensable d’avoir un tonnage de machine approprié. L’application d’un tonnage correct au moule vous évitera des défauts de pièces, une variation accrue du processus et l’usure du moule. Une opération gagnante dans tous les cas.